




FYID-Feiyide
Sistema de soldadura orbital de cabezal abierto industrial FYID FXT40 Pro (soldadora TIG de alta resistencia de 400 A para tuberías de Φ20-325 mm)
Sistema de soldadura orbital de cabezal abierto industrial FYID FXT40 Pro (soldadora TIG de alta resistencia de 400 A para tuberías de Φ20-325 mm)
No se pudo cargar la disponibilidad de retiro
Soldadora Orbital TIG de Cabezal Abierto para Tuberías Industriales de Pared Gruesa — Φ20 mm a Φ325 mm, Hasta 13 mm de Espesor
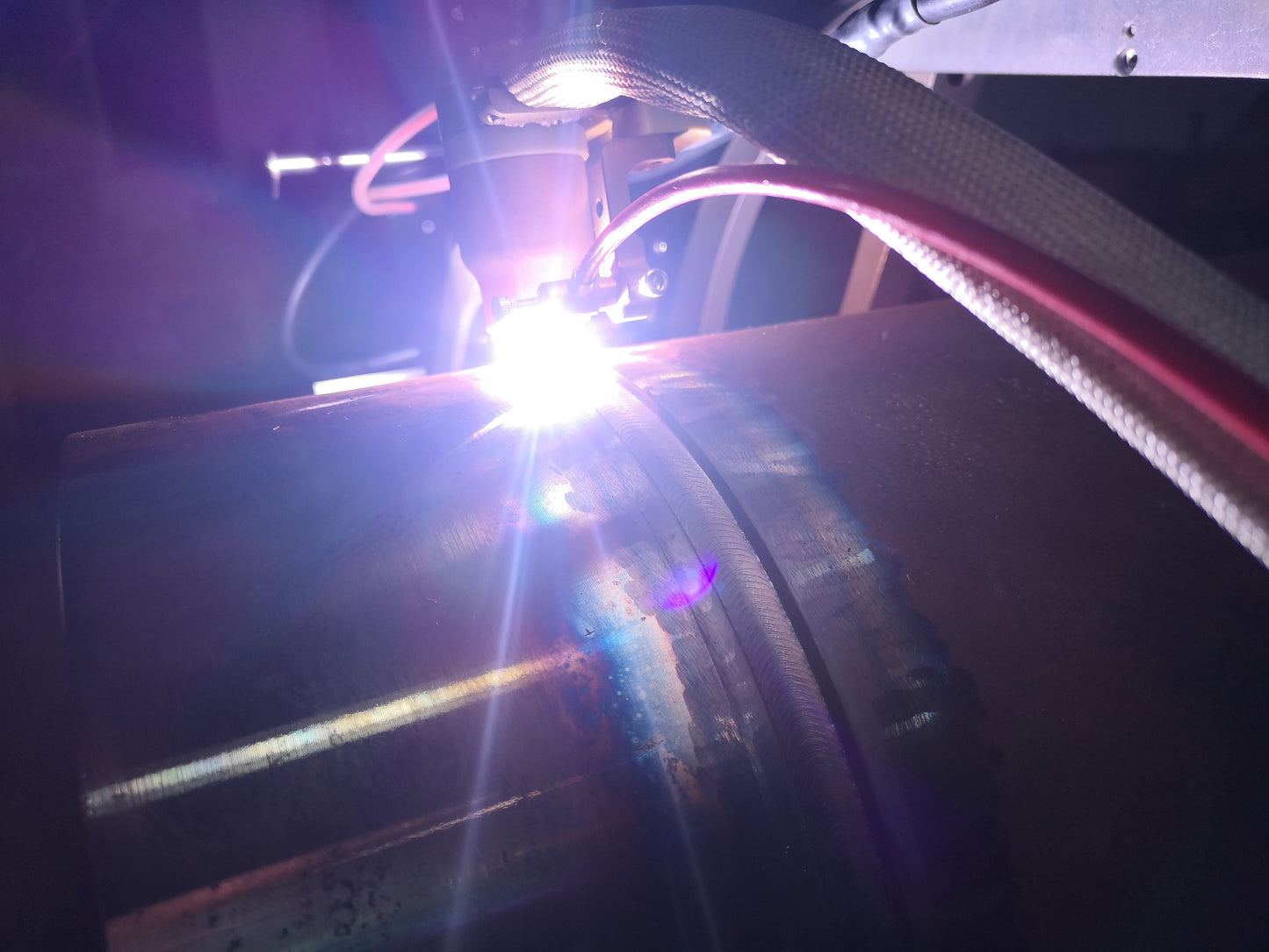
El FYID-Feiyide FXT40 Pro es un sistema de soldadura orbital GTAW (TIG) de cabezal abierto industrial de 400 A diseñado para soldadura de circunferencia en todas las posiciones en tuberías de acero al carbono, acero inoxidable y aleaciones de titanio de gran diámetro. El sistema combina la fuente de energía digital FXT40 Pro con las mordazas de soldadura orbital de cabezal abierto de la Serie K (K76 a K325), cubriendo diámetros exteriores de tubería desde Φ20 mm hasta Φ325 mm y espesores de pared de 2 mm a 13 mm.
A diferencia de los cabezales de soldadura cerrados que requieren acceso al extremo de la tubería, la mordaza de cabezal abierto de la Serie K se monta externamente en la tubería en cualquier punto accesible a lo largo de su longitud, lo que la convierte en la herramienta correcta para juntas de colectores in situ, tuberías montadas en patines, sistemas de tuberías a bordo de buques y cualquier aplicación donde ambos extremos de la tubería no estén libres. El cabezal de soldadura gira alrededor de la tubería estacionaria, completando una soldadura de circunferencia de 360° con control de parámetros programable en cada posición: plana (1G/1F), horizontal (2G), vertical (3G) y sobre cabeza (4G).
El FXT40 Pro es controlado por un PLC Siemens S7-200 SMART V3.0, una plataforma de control de grado industrial especificada para entornos críticos que incluyen tuberías auxiliares nucleares, construcción naval y tuberías petroquímicas de alta presión donde la estabilidad del arco bajo condiciones de red variables es un requisito de fabricación, no una preferencia.
Especificaciones del Sistema FXT40 Pro — Fuente de Energía y Cabezales de Soldadura Serie K
Fuente de energía FXT40 Pro
| Parámetro | Especificación |
|---|---|
| Proceso de soldadura | GTAW (TIG) — Modos DC y Pulso |
| Rango de corriente de salida | 10 A – 400 A DC |
| Ciclo de trabajo | 315 A al 100% / 400 A al 60% (temperatura ambiente 40°C) |
| Tensión en circuito abierto | 70 V |
| Potencia de entrada | 380 V ±10%, 50/60 Hz, trifásico |
| Consumo de energía | 21.5 KVA |
| Sistema de control | PLC Siemens S7-200 SMART V3.0 |
| Pantalla HMI | Pantalla táctil LCD a color de 10 pulgadas, chino/inglés |
| Zonas de soldadura | Hasta 8 zonas independientes × 8 etapas por zona |
| Programas almacenados | 50 grupos (200 posiciones) |
| Enfriamiento de la antorcha | Agua circulante, tanque de agua de 15 L |
| Bobina de alimentación de alambre | Hasta 15 kg; diámetro del alambre 0.8 / 1.0 / 1.2 mm |
| Temperatura de funcionamiento | −10°C a +40°C |
| Grado de protección | IP21 |
| Peso de la máquina | Aprox. 108 kg |
| Dimensiones (L×An×Al) | 1050 × 480 × 1070 mm |
| Certificaciones | CE, ISO 9001 |
Mordazas de Soldadura Orbital de Cabezal Abierto Serie K — Cobertura de Diámetro de Tubería
| Modelo de cabezal | Rango de DE de tubería | Espesor máximo de pared | Aplicación típica |
|---|---|---|---|
| K76 | Φ20 – 76 mm | 13 mm | Tubería de instrumentación, tubería de proceso de pequeño diámetro |
| K114 | Φ25 – 114 mm | 13 mm | Colectores de patín de gas, tubería de proceso químico |
| K168 | Φ60 – 168 mm | 13 mm | Tuberías petroquímicas, colectores de calderas |
| K219 | Φ114 – 219 mm | 13 mm | Construcción naval, tubería auxiliar nuclear |
| K273 | Φ133 – 273 mm | 13 mm | Tuberías de centrales eléctricas, industriales de gran diámetro |
| K325 | Φ159 – 325 mm | 13 mm | Tuberías de transmisión, tuberías estructurales |
Capacidades del proceso de soldadura
El FXT40 Pro admite pasadas de raíz autógenas (sin material de aporte) y pasadas de relleno y de capa con alimentación de alambre en la misma secuencia de programa. Para espesores de pared de tubería superiores a 2,5 mm, se requiere una preparación de ranura en V (bisel simple ≥37° para acero al carbono, ≥45° para acero inoxidable). La función OSC (oscilación) del sistema ejecuta un tejido transversal programado con tiempos de permanencia izquierda y derecha ajustables de forma independiente para una anchura de soldadura de capa y una unión de bordes consistentes. El AVC (Control Automático de Voltaje de Arco) mantiene la altura de la antorcha en tiempo real durante cada rotación, compensando la variación de la superficie de la tubería y los efectos gravitacionales en el charco de soldadura en posiciones elevadas y verticales.
Aplicaciones Industriales del Sistema de Soldadura Orbital de Cabezal Abierto FXT40 Pro
Fabricación de Tuberías Petroquímicas y de Petróleo y Gas
Las plantas petroquímicas y las instalaciones de petróleo y gas requieren soldaduras de circunferencia en tuberías de acero al carbono y acero inoxidable que cumplan con los requisitos del código ASME B31.3 (Tuberías de Proceso) o B31.4/B31.8 (tuberías), con inspección radiográfica o ultrasónica al 100% en líneas de servicio críticas. La soldadura TIG manual en todas las posiciones en tuberías de gran diámetro y pared gruesa es el paso de mayor riesgo en la fabricación de tuberías petroquímicas: los pases por encima de la cabeza y verticales hacia abajo requieren un esfuerzo físico sostenido, y la fatiga del soldador se correlaciona directamente con la penetración inconsistente y las inspecciones radiográficas fallidas.
La programación de 8 zonas del FXT40 Pro asigna parámetros independientes de corriente, velocidad de desplazamiento, alimentación de alambre y oscilación a cada cuadrante de la circunferencia de la tubería, replicando los ajustes posicionales que un soldador manual certificado realizaría, sin la variable de fatiga. El AVC mantiene una longitud de arco constante a medida que el cabezal gira a través de las posiciones superiores, donde la variación de la longitud del arco es la causa principal de los defectos de falta de fusión. El resultado es una geometría de cordón de soldadura consistente de 0° a 360°, con cada parámetro registrado para la correlación de registros radiográficos. Para tuberías de GLP de alta presión, procesamiento de gas y unidades de refinería donde un solo ciclo de retrabajo añade un costo y un tiempo significativos, el FXT40 Pro reduce las tasas de rechazo en el primer paso a menos del 1% en diseños de unión calificados.
Materiales de tubería compatibles: acero al carbono (API 5L, ASTM A106), acero inoxidable (304, 316L), acero inoxidable dúplex (2205). DE de tubería compatible: Φ20 mm a Φ325 mm. Espesor de pared: 2 mm a 13 mm.
Construcción Naval y Sistemas de Tuberías Marinas
Los sistemas de tuberías a bordo de buques (lastre, combustible, refrigeración por agua de mar y tuberías de centrales eléctricas) presentan un desafío de fabricación específico: las soldaduras deben ejecutarse en compartimentos confinados, en todas las posiciones, en tuberías fijas dentro de la estructura del buque. Un soldador TIG manual que trabaja en la sala de máquinas de un buque o en un pasillo de tuberías está limitado tanto por la geometría de acceso como por la fatiga física, lo que produce una alta variabilidad en la calidad de la soldadura en un gran número de juntas que abarca cientos de soldaduras por buque.
El diseño de la mordaza de cabezal abierto de la Serie K aborda directamente el problema del espacio confinado. La mordaza se monta externamente en la tubería; el operador no necesita rodear o pasar por debajo de la junta. Una vez que el cabezal está sujeto y el programa cargado, el ciclo de soldadura se ejecuta sin intervención del operador. Para proyectos de construcción naval que requieren la aprobación de sociedades de clasificación (Lloyd's Register, Bureau Veritas, DNV), el registro de datos por soldadura del FXT40 Pro (corriente, voltaje, velocidad de desplazamiento, secuencia de zonas) proporciona la trazabilidad de parámetros requerida para los registros de calificación de procedimientos de soldadura (WPS/PQR). El sistema almacena 50 programas para una recuperación instantánea en especificaciones de tuberías idénticas en construcciones de buques repetidas.
La capacidad de 315 A al 100% del ciclo de trabajo mantiene una producción continua de dos turnos en entornos de astilleros. El cabezal de antorcha refrigerado por agua evita el apagado térmico durante largos periodos de producción en condiciones de alta temperatura ambiente.
Generación de Energía — Tuberías Auxiliares Nucleares y Sistemas de Calderas
Los sistemas de tuberías auxiliares nucleares y los colectores de calderas de centrales eléctricas se encuentran entre los alcances de soldadura con mayor documentación en la fabricación industrial. Cada unión debe calificarse según la Sección IX de ASME (Calificaciones de Soldadura y Brazing), con documentación WPS y PQR que rastree los números de lote de material, la calificación del soldador o de la máquina, la temperatura de precalentamiento y entre pasadas, y los registros de parámetros de soldadura. El PLC Siemens S7-200 SMART del FXT40 Pro se seleccionó para aplicaciones nucleares y de generación de energía específicamente porque la fiabilidad del PLC industrial de Siemens es reconocida en programas de calidad de grado de servicios públicos; no es un controlador de inversor genérico.
El registro de parámetros por soldadura del FXT40 Pro satisface los requisitos de trazabilidad de los programas de calidad de tuberías auxiliares nucleares. La corriente, la velocidad de desplazamiento, el voltaje del arco, el índice de zona y la marca de tiempo se registran para cada ciclo de soldadura y están disponibles para exportación USB o salida de impresora opcional. Para soldaduras de colectores de economizador y sobrecalentador de calderas en acero al carbono de pared gruesa, donde se especifican el precalentamiento, el control de la temperatura entre pasadas y la secuencia de multipasadas, la programación de 8 zonas × 8 etapas permite la secuencia completa de pasadas en un único programa almacenado, asegurando que cada soldadura de producción replique exactamente el procedimiento calificado.
Especificaciones compatibles: ASME Sección IX, ASME B31.1 (Tuberías de Potencia), soporte de documentación del programa de calidad nuclear.
Fabricación de Calderas Industriales y Recipientes a Presión
Los colectores de calderas, las soldaduras de boquillas de recipientes a presión y las conexiones de carcasas de intercambiadores de calor implican tuberías de gran diámetro y pared gruesa con diseños de uniones en V o en U de multipasada que requieren una colocación consistente de cordón sobre cordón a lo largo de 8 a 20 pasadas por unión. La soldadura TIG manual en tuberías de caldera de pared gruesa es un proceso lento y físicamente exigente donde cada pasada de relleno sucesiva debe mantener una unión consistente con el cordón anterior, un requisito que se vuelve progresivamente más difícil a medida que el soldador se fatiga a lo largo de una secuencia de multipasada que puede tardar de dos a cuatro horas por unión.
La programación de 8 zonas × 8 etapas del FXT40 Pro estructura cada pasada como una etapa discreta dentro del programa de zona. Los parámetros de la pasada de raíz (corriente más baja, desplazamiento más lento, sin oscilación) difieren de los parámetros de la pasada de relleno (corriente más alta, tejido OSC) y de los parámetros de la pasada de recubrimiento (oscilación más amplia, permanencia ajustada). Todas las etapas se ejecutan secuencialmente en una única ejecución del programa, y el seguimiento AVC del sistema compensa la geometría cambiante de la unión a medida que se acumulan las pasadas de relleno dentro de la ranura. Para la fabricación de recipientes a presión ASME VIII o la fabricación de calderas conformes a EN 13445, la salida de documentación del FXT40 Pro respalda la trazabilidad de la soldadura requerida para el cumplimiento de la directiva de equipos a presión.
Infraestructura de Gas Natural y Fabricación de Patines de GLP
Los vaporizadores de GLP, las estaciones reguladoras de presión y los colectores de patines de filtración de gas natural se fabrican con estándares de cero fugas, típicamente una inspección radiográfica del 100% más pruebas de presión hidrostática en cada unión. Los colectores de tuberías dentro de un bastidor de patín presentan un requisito de soldadura en todas las posiciones con acceso confinado: las uniones en la parte superior del bastidor del patín requieren soldadura aérea; las uniones en los paneles laterales requieren soldadura vertical; y la densa disposición del colector restringe el posicionamiento manual del soldador entre uniones adyacentes.
Una implementación documentada del FXT40 Pro con cabezal K114 en una empresa india de ingeniería de gas natural logró un rendimiento de rayos X del 99,5% en la primera pasada en las uniones del colector del vaporizador de GLP, reduciendo los costos de retrabajo del 15% a menos del 1% de la mano de obra del proyecto. La geometría externa compacta de la mordaza de la serie K permitió reposicionar el cabezal entre las uniones del colector dentro del bastidor del patín ensamblado sin necesidad de desmontaje. La capacitación del operador para la competencia en producción tomó 3 días en la interfaz de pantalla táctil de 10 pulgadas. Para contratistas EPC y fabricantes de equipos originales de patines que construyen según los códigos de seguridad energética de la India, ASME B31.3 o PED 2014/68/EU, la combinación del FXT40 Pro de capacidad en todas las posiciones, diseño de cabezal de acceso confinado y documentación por soldadura satisface tanto los requisitos de calidad como los reglamentarios.
Soldadora Orbital FXT40 Pro — Preguntas Frecuentes
¿Cuál es la diferencia entre el FXT40 Pro y una soldadora orbital de cabezal cerrado como el FXT20?
El FXT20 con cabezales cerrados de la serie C está diseñado para tubos de pared delgada (0,5 mm – 3 mm de pared, hasta Φ168 mm de DE) en aplicaciones sanitarias y de alta pureza como tuberías farmacéuticas, alimentarias y de semiconductores. El cabezal cerrado se sella alrededor del tubo y proporciona una cámara de argón de 360° para soldaduras libres de oxidación en acero inoxidable sin purga de respaldo.
El FXT40 Pro con cabezales abiertos de la serie K está diseñado para tuberías industriales de pared gruesa (2 mm – 13 mm de pared, Φ20 mm – Φ325 mm de DE) en aplicaciones estructurales, petroquímicas, de construcción naval y de generación de energía. La mordaza de cabezal abierto se monta externamente y no requiere acceso al extremo de la tubería, lo que la hace adecuada para uniones en posición dentro de estructuras ensambladas. La soldadura multipasada de ranura en V con alimentación de alambre es el proceso principal, no la soldadura autógena de una sola pasada.
¿Puede el FXT40 Pro soldar tuberías de acero inoxidable además de acero al carbono?
Sí. El FXT40 Pro suelda tuberías de acero al carbono, acero inoxidable (304, 316L, dúplex 2205) y aleación de titanio. Para tuberías de acero inoxidable con un espesor de pared superior a 2,5 mm, se requiere una preparación de ranura en V con un ángulo de bisel simple ≥45°. Se recomienda la purga de respaldo con argón para el acero inoxidable a fin de evitar la oxidación del lado de la raíz; el sistema FXT40 Pro incluye control de gas de pre-flujo y post-flujo para proteger el charco de soldadura antes del inicio del arco y después de la terminación del arco.
¿Cómo funciona el sistema de programación de 8 zonas para la soldadura de tuberías en todas las posiciones?
La circunferencia de la tubería se divide en hasta 8 zonas programables independientemente (por ejemplo, 0°-45° plana, 45°-90° vertical ascendente, 90°-135° aproximación cenital, 135°-180° cenital, 180°-225° salida cenital, 225°-270° vertical descendente, 270°-315° horizontal, 315°-360° retorno plano). Cada zona tiene sus propios ajustes de corriente, velocidad de desplazamiento, velocidad de alimentación de alambre, ancho y tiempo de permanencia de oscilación OSC y voltaje de seguimiento AVC. Esto permite que el sistema aplique automáticamente los parámetros correctos para cada posición a medida que el cabezal gira, replicando los ajustes que un soldador manual certificado realiza instintivamente, pero de manera consistente y sin fatiga.
¿Qué documentación produce el FXT40 Pro para registros de calidad e inspección?
El FXT40 Pro registra la corriente de soldadura, el voltaje del arco, la velocidad de desplazamiento (grados y distancia), la velocidad de alimentación de alambre, el índice de zona y las marcas de tiempo para cada ciclo de soldadura. Una impresora integrada opcional produce informes de parámetros de soldadura bajo demanda. Los datos son exportables vía USB para un archivo ilimitado. Esta salida apoya la documentación WPS/PQR para la calificación ASME Sección IX, los registros de correlación de inspección radiográfica y la documentación de auditoría para programas de calidad ISO, GMP y nucleares.
¿Qué preparación de ranura se requiere para los cabezales de la serie K en tuberías de pared gruesa?
Para tuberías de acero al carbono con espesores de pared superiores a 2,5 mm: ranura en V, ángulo de bisel simple ≥37°, holgura de ajuste 0 – 0,5 mm, desalineación ≤10% del espesor de la pared. Para tuberías de acero inoxidable con espesores de pared superiores a 2,5 mm: ranura en V, ángulo de bisel simple ≥45°, mismas tolerancias de ajuste y alineación. Las tuberías con menos de 2,5 mm de espesor de pared no requieren preparación de ranura para acero al carbono o acero inoxidable. La preparación de ranura se puede realizar con la máquina de corte y biselado de tuberías de bastidor dividido de FYID para la preparación de uniones in situ sin necesidad de retirar la tubería.
¿Es el FXT40 Pro adecuado para soldaduras de reparación de emergencia en campo?
Sí, siempre que el DE y el espesor de la pared de la tubería estén dentro del rango de los cabezales de la serie K. El diseño de mordaza de cabezal abierto no requiere acceso al extremo de la tubería, lo que lo hace adecuado para tuberías en servicio que no pueden ser retiradas o cortadas. El sistema requiere una entrada de energía trifásica de 380 V, 15 L de agua de refrigeración y suministro de argón. Para implementaciones en campo, los cilindros de argón portátiles y un generador trifásico portátil son la configuración estándar. La pantalla táctil de 10 pulgadas permite recuperar inmediatamente los programas almacenados para tamaños de tubería que se han calificado previamente.
Para la cobertura de diámetros de tubería específicos del proyecto, el diseño de ranuras o el soporte de programas multipasada, póngase en contacto con el equipo de ingeniería de aplicaciones de FYID-Feiyide. Las opciones de configuración incluyen cabezales individuales de la serie K (K76 a K325) con la fuente de energía FXT40 Pro, el alimentador de alambre y el controlador de línea.
Bloque de texto



Contáctenos para solicitar un presupuesto
FAQ
-
What is the FXT40 Pro all-position pipeline automatic welding machine?
The FXT40 Pro is a professional-grade automatic pipeline welding system designed for all-position girth welding (flat, horizontal, and overhead). It features a Siemens S7-200 SMART PLC and AVC+OSC dual closed-loop control, making pipeline welding as simple as setting a navigation route. It is engineered to replace manual labor in demanding industries like petroleum, shipbuilding, and power energy.
-
How does the FXT40 Pro ensure weld quality in overhead and all-position welding?
The FXT40 Pro utilizes AVC (Automatic Arc Voltage Control) for real-time arc length tracking and OSC (Transverse Weaving) for precise bead formation. This combination allows for 360° automatic rotation without manual adjustment, ensuring a radiographic inspection pass rate of ≥98%, even in difficult overhead positions.
-
What pipe diameters and wall thicknesses can the FXT40 Pro weld?
The FXT40 Pro supports a wide range of pipe diameters from Φ20mm to Φ325mm through its modular K-series welding heads (K76 to K325). It is optimized for wall thicknesses between 2mm and 13mm, supporting both carbon steel and stainless steel with multi-pass welding capabilities.
-
What are the groove requirements for using the FXT40 Pro automatic welder?
For materials thicker than 2.5mm, a V-groove is required. For carbon steel, a single-side angle of ≥37° is recommended, while stainless steel requires ≥45°. The system handles fit-up gaps of 0-0.5mm and requires no root face for optimal penetration.
-
How much efficiency can be gained by switching from manual welding to the FXT40 Pro?
The FXT40 Pro increases welding efficiency by 40% to 60%, especially for thick-wall pipes requiring multi-pass welding. Its 8-zone intelligent programming allows complex multi-stage parameters to be completed in one operation, significantly reducing labor costs and human error.
-
Do I need a senior welder to operate the FXT40 Pro system?
No. One of the core value propositions of the FXT40 Pro is reducing dependence on highly skilled welders. With its "Automatic Programming" mode, an ordinary operator can start producing nuclear-grade quality welds after only 3 days of training. The system stores up to 50 groups of welding recipes for one-click recall.
-
Is the FXT40 Pro suitable for harsh industrial environments?
Yes, the FXT40 Pro is designed with an IP21 protection grade and operates reliably in temperatures from -10℃ to +40℃. It features a robust 400A industrial inverter core and a 15L circulating water cooling system to ensure continuous high-intensity work in shipyards and refineries.
-
What kind of after-sales support does Feiyide (FYID) provide for the FXT40 Pro?
We provide a 12-month whole-machine warranty and lifetime technical support. Our service commitment includes 7×18 hours online video support (English/Chinese) and a response time where common spare parts are shipped within 48 hours. For overseas customers, we offer remote diagnosis and video guidance to ensure zero-downtime operations.